Engineering Teams: Decode CNC Precision Turning Parts to Make 40% Smarter Supplier Decisions
Introduction
The information black box: Machining supplier evaluation teams face a common conundrum: How do we trust a new supplier of machined parts, such as a custom precision turned part, without risking project cost overruns from unexpected supplier performance issues such as unexpected tolerance drift, material variations, or delivery delays?
The underlying issue here is that too much reliance is placed on marketing information and non-technical discussions. There seems to be a lack of an objective, verifiable, and in-depth evaluation of the supplier’s true manufacturing capabilities and engineering culture. In the following article, we will offer a framework to convert a physical sample of a supplier’s CNC precision turned part into a powerful “supplier capability diagnostic report,” effectively transforming supplier evaluation into a technically-driven decision rather than a business negotiation.
What Does Surface Finish Reveal About Hidden Machining Processes and Stability?
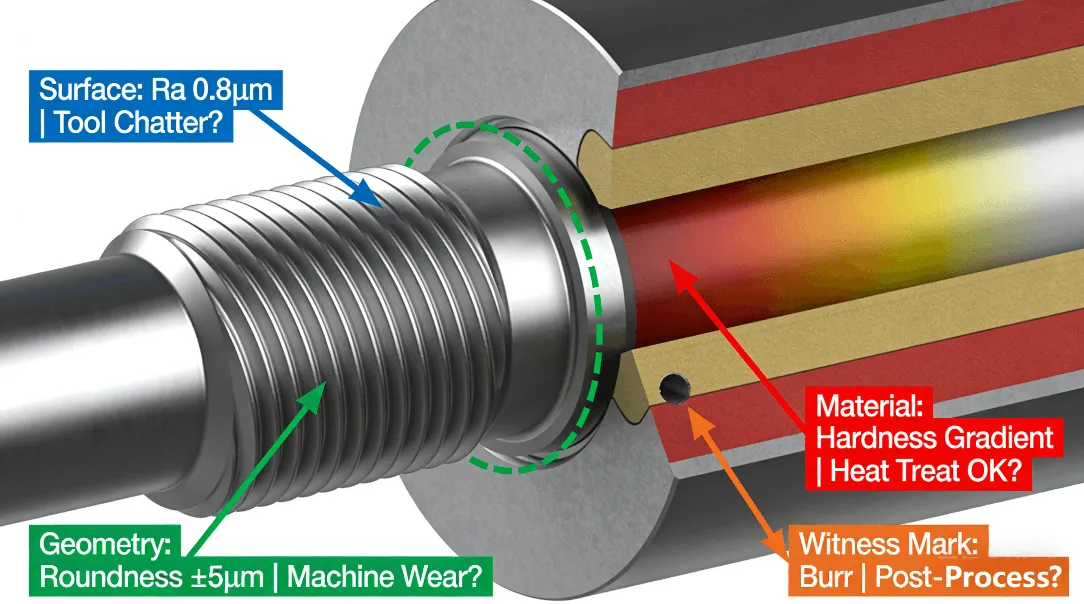
Surface finish is considered “the first visual fingerprint of a manufacturing process” and contains much information about stability and machine health. To go beyond “it looks smooth” requires a quantitative mind-set. Ra (average roughness) and Rz (the maximum height of the profile) are critical parameters that offer a quantitative evaluation of surface finish. More importantly, surface finish directly indicates what process was applied and how well it was applied, depending on whether it has a uniform spiral marking of turning tools, a crossed hatch of grinding tools, or a featureless mirror polish.
H3: 1. Interpreting Surface Texture as a Process Signature
Each machining operation leaves behind a distinct pattern. Sharp and even feed marks could indicate a consistently running lathe that has been properly adjusted together with a very sharp cutting tool. Marks that are faint, ripped, and inconsistent could indicate a blunt cutting tool, lack of or wrong cooling, and that the machine components are vibrating (chatter). On the other hand, if tempering colors like bluish or straw appear on steel surfaces, it is definitely an indication that the heat generated during machining was too high, pointing to bad cooling and/or bad cutting parameters. Knowing how to interpret these visual signs is the beginning of precision analysis.
H3: 2. Quantifying Quality with Authoritative Benchmarks
To measure anything, you must have a basis of comparison. Authoritative texts, such as the ASM Handbook, contain detailed tables of data on the typical ranges of surface roughness that various machining operations can achieve. You can then compare this data to the results of your sample, i.e., the results of your observation. A component that needs a ground finish (Ra 0.4 μm) but has obvious turning marks (Ra 1.6 μm) is an instant indicator of a capability or communication problem and is an important component of any quality inspection process.
H3: 3. Connecting Surface Defects to Root Causes
Therefore, surface irregularities are not just a matter of appearance; they indicate the presence of the flaws in the process. Chatter marks indicate that there is a problem in the rigidity of the machine and/or the fixturing of the workpiece; a rough finish found in a very small area of a part would be a sign of the tool deflection and/or unstable toolpath. By thoroughly recording such features, you can design very detailed, highly technical questions to ask a potential supplier regarding their process optimization of parameters, tooling, and damping of tool vibration.
How Can Geometric Tolerances Uncover Machine Tool Health and Calibration Rigor?
Geometric tolerances are the final test of a machine tool’s precision and the programmer’s ability. A part may pass dimensionally but fail in form and location tolerances such as roundness, cylindricity, and concentricity. A part can pass in diameter at one point but fail in cylindricity due to a worn machine tool slide. This indicates that a supplier is working to compensate for the wear in the machine tool rather than maintaining it.
- The Diagnostic Power of Form and Location: Geometric tolerances are functional requirements. A roundness tolerance is critical for bearings and rotating seals. Any deviation here causes vibration and wear. Cylindricity is critical to make sure that a shaft is perfectly cylindrical, not tapered or barrel-shaped. Concentricity between different diameters of a shaft is critical for dynamic balance. These tolerances cannot be evaluated by simple measurement with a set of calipers. A coordinate measuring machine report or special gauges are necessary. A supplier’s willingness to provide this information is a key diagnostic tool.
- From Single Sample to Process Capability: G1: A single passing part is a qualification test, and a consistent production is a capability test. The only place to find the real measure of CNC turning quality control is in statistical process control. Asking for SPC charts for a production run of a similar part will quickly determine if your process is stable and capable (Cpk > 1.33 or capable). A single First Article Inspection is meaningless if the subsequent 1,000 pieces have a trending drift. This is a paradigm shift from controlling inspection of output to inspection of the process. This is the mark of a mature quality partnership.
- Building a Foundation for In-Depth Evaluation: G1: In order to conduct this type of in-depth evaluation, a strong background in precision principles is a necessity. In order to engage in a discussion about geometric tolerances and process control, a strong foundation is a prerequisite. For engineers seeking to build or further develop their background in precision principles, a definitive resource such as the ultimate guide to CNC precision turning parts is a necessity.
What Clues About Material Integrity and Treatment Are Embedded in the Part?
The material and thermal history of a component are essential to its performance and useful life. However, this vital information is often “buried” beneath the surface. Being a “materials detective” requires the use of simple tools to deduce the hidden clues. A hardness tester is an essential tool. By testing the surface, core, and transition areas of a gear tooth or shaft, the success of a case hardening process like carburizing can be verified. Large changes in hardness may indicate poor heat treatment processes.
H3: 1. Decoding the Evidence of Thermal Processing
Thermal processes like heat treatment leave telltale signs. Discoloration of the metal may indicate the presence of an oxide layer from a hardening process. In addition, the discoloration may be an indication of the atmosphere present during the hardening process. More subtle signs may be the changes in the magnetic properties of the metal. Tapping the metal may also give away clues. A brittle fracture of the metal indicates an over-hardened metal. A ductile fracture indicates the presence of a different metal. Such forensic investigation provides Manufacturing Insights beyond what the brochure promises.
H3: 2. The Systemic Assurance of Certified Processes
Material consistency is not happenstance; it’s designed into a system of controls. This is where certifications like ISO 9001 and IATF 16949 truly begin to create value. These standards require stringent traceability of all materials, verification of all heat treatment processes, and documentation of all process controls. When you witness a sample of consistent material properties, you are witnessing the result of a system designed to ensure consistency. A supplier that works under these systems provides a risk-managed platform upon which to build your projects.
H3: 3. Translating Insight into Reliable Production
Therefore, a sample that verifies your material integrity gives you confidence; a system that translates that integrity into all your parts requires a systematic approach. The jump from a successful prototype to a reliable production run depends on a system of processes that can be replicated. When your technical exploration process identifies a need for certified material and treatment processes, working with a supplier that can deliver fully documented customized CNC turning parts with complete material certification and traceability becomes a strategic imperative.
How Do Manufacturing “Witness Marks” Tell the Story of Process Discipline?
While the primary dimensions and finishes are of obvious concern, the “witness marks” of the manufacturing process — secondary features often not anticipated by the original designer — offer an unvarnished view of the factory’s approach to discipline. Consider the “clamping marks” from the fixturing process. Are these minimal, well-placed, and consistent? Do they suggest a well-thought-out approach to fixturing? Alternatively, are the marks significant, digging into the surface? Do they suggest an overzealous approach to fixturing? Consider the approach to “burr removal” and “sharp edge removal.” Are these features completely removed? Alternatively, are the edges rough and inconsistent?
H3: 1. The Tale of the Toolpath and the Handover
Look for the “story of the toolpath” and the “handover” from one machining operation to the next. Are there witness marks or mismatch at the “handover” from one CNC machining operation to the next? Alternatively, are the drilled hole exits clean? Are the thread starts clean? Do they suggest excessive breakout or “tearing”? These are the “micro features” of the process where the rushed approach of the untrained operator often reveals a lack of quality inspection.
H3: 2. The Unspoken Language of Cleanliness and Handling
For instance, the condition of the part as it is shipped says a great deal. Does it arrive in a condition that is free of cutting fluid residue, metal chips, and fingerprints? Is it packaged in a manner that prevents scratches and dings? It is a sign of a clean and well-organized shop floor and a culture of respect for the product. Suppliers that excel in this area understand that precision machining is compromised by contamination and poor handling from start to finish.
H3: 3. Soft Indicators of Hard Quality Culture
Thus, these “soft” characteristics are strong indicators of operational excellence. These characteristics are not typically called out on a drawing but are zealously controlled by top-tier manufacturers. A supplier that demonstrates this attention to “invisible” characteristics will almost certainly demonstrate an even higher degree of attention to the “visible” characteristics. Evaluation of these “witness marks” provides for a rich technical exploration of a supplier’s operational culture and attention to detail in their daily business and workmanship.
From Technical Clues to Actionable Intelligence: Building Your Supplier Checklist for Evaluation and Auditing
The final step is to synthesize all of the observed technical clues into a structured and actionable framework for evaluating and auditing your suppliers. Your analysis will yield a specific checklist that goes beyond general questions and answers. For instance, based on the observed surface finish, ask for a look at the toolpath simulation and cutting parameter optimization logic for this specific feature. With regard to geometric consistencies, ask for the process capability index (Cpk) reporting and SPC charts for a production run of a similar part.
H3: 1. Translating Observations into Questions for a Technical Audit
Every piece of intelligence gathered from observing clues will become a line of questioning for a technical audit. If material hardness tests were inconclusive, for instance, demand a look at the full material certification and heat treatment traceability documents. If you observed exceptional deburring, ask for a walk-through of their post-processing and final inspection stations. By using this methodology, you will not be viewed as a passive buyer but as a knowledgeable partner in a precision turning service audit.
H3: 2. Demanding Data Over Declarations
The basic philosophy is to replace “can you” questions with “show me” questions. Don’t bother asking them if they have SPC. Ask them for a demonstration of their real-time control charts for their key turning centers. Don’t bother asking them if they are certified to IATF 16949. Ask them for an example of a closed-loop corrective action report for a non-conformance. This data-driven approach is the only way to distinguish a supplier with a quality culture from one that is just a “paper tiger.” This is the only way to find a true partner for your high precision turned parts.
H3: 3. Becoming a Strategic, Informed Buyer
This is a process that, once mastered, changes your team’s role in the entire supply chain. You no longer evaluate quotes. You evaluate the entire ecosystem. The physical aspect is like a rosetta stone. It allows you to read the supplier’s language and understand their capabilities. By following this engineering viewing and precision analysis methodology, you can convert the inherent risks associated with procurement into a source of competitive advantage.
Conclusion
In precision manufacturing, a part is the most honest representation of its “birthplace,” or the quality ecosystem of a factory. “Decoding” the physical characteristics of a CNC precision turned part allows the engineering team to “cut through the fog” of marketing hype and directly connect with a supplier’s “technical core” and “quality DNA.” This data-driven assessment methodology is a strategic advantage that turns supply chain risk into a sustainable competitive advantage, making every sourcing decision not only cheaper, but smarter.
FAQs
Q: We do not have sophisticated measurement equipment such as CMMs. How can we do a meaningful decode?
A: Absolutely. First of all, you would visually inspect the parts. Then you would tactily inspect the parts. It would be best to have the inspection done under good lighting conditions. Digital calipers and micrometers are the tools to be used for multi-point inspection. A portable hardness tester may give clues about the material. In most cases, you do not have to be equipped with the latest technology to identify possible warning flags or assess competence.
Q: How do we know if a provided sample is representative of mass production capability?
A: A single sample does not prove mass production capability. We should always ask for supporting data on the production process. We should look for statistical process control charts from a production run, first article inspection reports with all data included, and information on the tooling/fixtures used in the production process. A good supplier should be forthcoming with this information. A perfect part with no supporting documentation is a potential red flag.
Q: What is the most critical geometric tolerance to examine in a turned part for high-reliability applications?
A: This is a function-dependent answer. If it is a dynamic part, say a rotating shaft, then the concentricity and cylindroid characteristics are critical. If it is a static part, say a valve seat, then you would want a high surface finish and roundness. Cross reference the drawing tolerance data with the function of the part and inspect accordingly based on your technical analysis.
Q: Can surface finish be overdone? What does that imply?
A: Yes. Too detailed of a surface finish on a non-critical feature may imply a lack of design for manufacturability knowledge or a process designed to mask inaccuracies. It also represents an unnecessary cost. It should suit the function. An inquiring supplier who challenges over-specification and provides cost-effective solutions may imply a more knowledgeable engineer.
Q: How should we consider a supplier’s qualifications, such as IATF 16949, during our technical decode?
A: The certification is the promise of the management system. Your decode of the part is the proof of the effectiveness of the system. Use both. The management system has requirements defined by the certification. Your decode should look at the results of those requirements: are the measurements consistent, is traceability clear, and are the corrective actions robust? The part is proof of the effectiveness of the system.
H3: Author Bio
The article was developed based on the practical and hands-on approach utilized by precision engineering teams who specialize in component forensics and technical evaluations of their suppliers. The framework described above converts physical artifacts into an intelligence tool for de-risking the supply chain. For engineering teams interested in utilizing the “decode” approach for a current supply chain issue or sample analysis, a technical consultation would be the next logical step. LS Manufacturing is a certified precision manufacturing company whose production capabilities and quality process are designed to survive and thrive under the most stringent technical evaluations described above.




